





 返回
返回- 行業解決方案
- 沖壓行業MES方案
- 精益組裝MES方案
- 注塑壓鑄MES方案
- 機加行業MES方案
- 封裝行業MES方案
- 彈簧智造MES方案
- 醫療行業MES方案
- 機器人行業MES方案
- ERP合作MES方案
- 線纜行業MES方案
客戶服務熱線
18025415958
立即體驗

申請試用,含硬件

文章出處:行業資訊 網站編輯: ?云端部署,SaaS化MES系統 ? ? ??數據實時上傳、運算、備份儲存 五分鐘打造OEE看板 ? ? ??立即提升數字化形象 ? ? ??可上網的電視登錄網頁即可,問題機臺一目了然 閱讀量: 發表時間:2020-11-19 09:39:25
影響設備綜合效率的主要原因是停機損失、速度損失和廢品損失。它們分別由時間開動率、性能開動率和合格品率反映出來,故得到下面設備綜合效率公式:
設備綜合效率=時間開動率×性能開動率×合格品率
這里,負荷時間為規定的作業時間除去每天的停機時間,即負荷時間=總工作時間-計劃停機時間
工作時間則是負荷時間除去那些非計劃停機時間,如故障停機、設備調整和更換刀具、工夾具停機等。

【例1】若總工作時間為8h,班前計劃停機時間是20min,而故障停機為20min,安裝工夾具時間為20min,調整設備時間為20min。
于是:
負荷時間=480-20=460min?
開動時間=460-20-20=400min?
時間開動率=速度開動率×凈開動率
這里,理論加工周期是按照標準的加工進給速度計算得到的,而實際的加工周期一般要比理論加工周期長。
開動時間即是設備實際用于加工的時間,也就是工作時間減去計劃停機和非計劃停機所得時間,或是負荷時間減去非計劃停機所得時間。
實際上從計算上看,用簡化了的公式也可以得到同樣的結果。之所以用速度開動率和凈開動率共同表示性能開動率,是因為從計算過程更容易看出性能開動率的損失原因。
【例2】有400件零件加工,理論加工周期為0.5min,實際加工周期為0.8min。則:
凈開動率=0.8×400/400=80%
速度開動率=0.5/0.8=62.5%?
性能開動率=80%×62.5%=50%
【例3】如果仍延用上面的例子,假如設備合格品率為98%,則:
設備綜合效率(全效率)=87%×50%×98%=42.?6%
我們把上面的公式和例子總結成以下的序列,得到
(A)每天工作時間=60×8=480min。
(B)每天計劃停機時間(生產、維修計劃、早晨會議等)=20min。
(C)每天負荷時間=A-B=460min。
(D)每天停機損失=60min(其中故障停機=20min,安裝準備=20min,調整=20min)。
(E)每天開動時間=C-D=400min。
(F)每天生產數量=400件。
(G)合格品率=98%。
(H)理論加工周期=0.?5min/件。
(I)實際加工周期=?0.?8min/件。
(J)實際加工時間=I×F=0.?8×400=320min。
(K)時間開動率=(E/C)?×100%=(400/460)×100%=87%。
(L)速度開動率=(H/I)×100%=?(0.?5/0.8)×100%=62.5%。
(M)凈開動率=(J/E)×?100%=(320/400)×100%=80%。
(N)性能開動率=L×M×100%=0.?625×0.?80?×100%=50%。
最后得
?設備綜合效率(全效率)=K×N×G×100%=0.87×0.50×0.98×100%=42.6%?
日本全員生產維修體制中,要求企業的設備時間開動率不低于90%,性能開動率不低于95%,合格品率不低于99%,這樣設備綜合效率才不低于85%。這也是TPM所要求達到的目標。
?如前所述,提高設備綜合效率主要靠減少六大損失。就把全效率的計算和減少六大損失聯系起來。
設備綜合效率
(OEE)的計算結果,可以作為設備管理水平評估的依據。
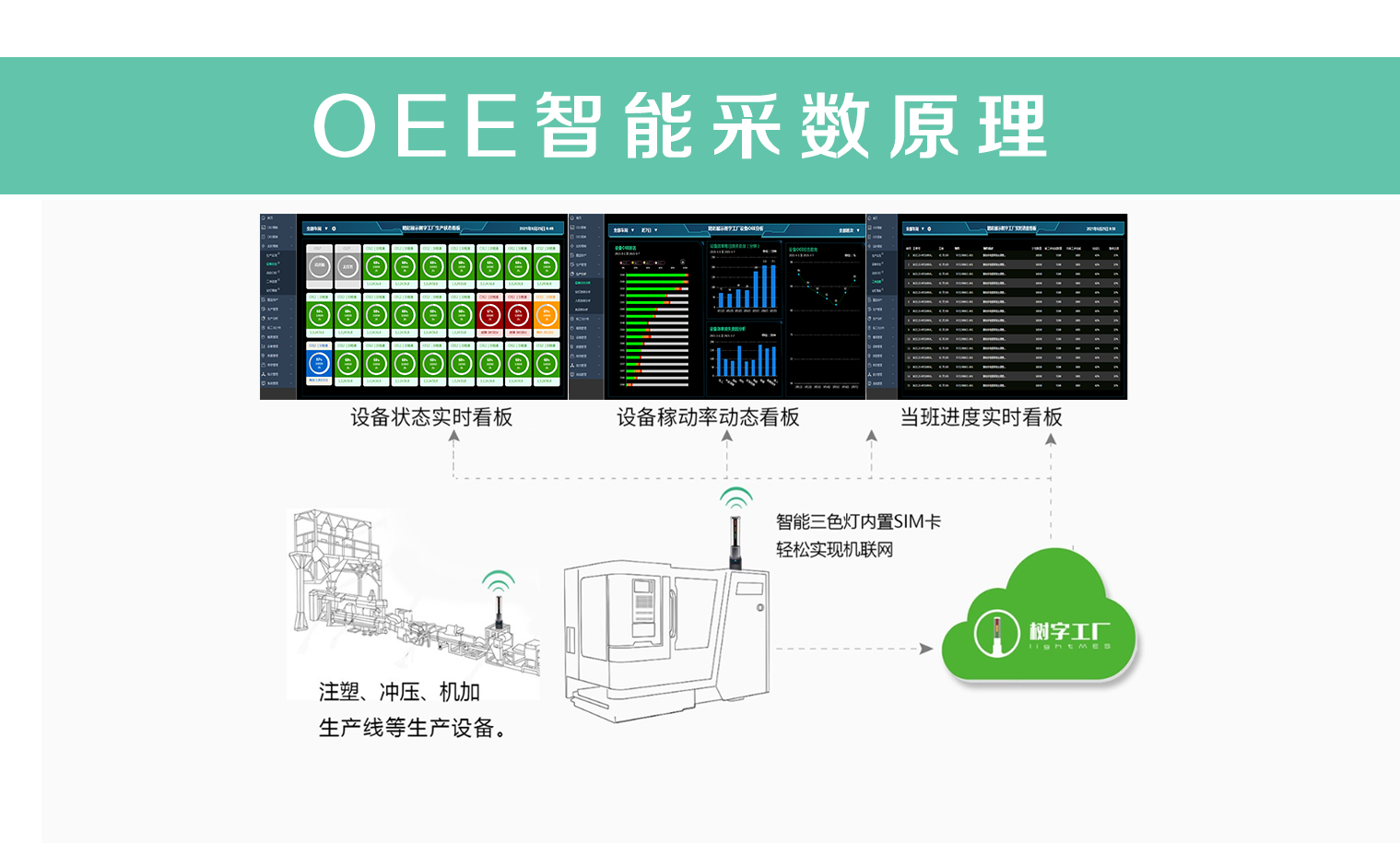
OEE(稼動率)軟件系統

樹字工廠通過智能三色燈,采集設備綠燈、黃燈、紅燈的時長、或采集設備循環的次數,實現設備OEE精準統計。用戶可實現OEE看板、OEE排名、OEE曲線分析。
所有OEE數據被精準統計后,自動上傳并存儲在云端服務器,支持隨時查閱并可以導出報表。
OEE智能采數原理:解決OEE采數難題,通過智能三色燈實時OEE采集,云端部署,SaaS化MES系統,數據實時上傳、運算、備份儲存,五分鐘打造OEE看板,立即提升數字化形象,可上網的電視登錄網頁即可,問題機臺一目了然!

輸入您的電話號碼,點擊通話,稍后您將接到我們的電話,該通話對您 完全免費 ,請放心接聽!
版權所有 ? COPYRIGHT ? 2020 樹字標品MES 備案號:粵ICP備18113181號