





 返回
返回- 行業解決方案
- 沖壓行業MES方案
- 精益組裝MES方案
- 注塑壓鑄MES方案
- 機加行業MES方案
- 封裝行業MES方案
- 彈簧智造MES方案
- 醫療行業MES方案
- 機器人行業MES方案
- ERP合作MES方案
- 線纜行業MES方案
客戶服務熱線
18025415958
立即體驗

申請試用,含硬件

文章出處:行業資訊 網站編輯: 樹字標品MES 閱讀量: 發表時間:2021-06-10 16:33:50
稼動率的計算方法時間稼動率是指相對于生產時間(負荷時間),實際生產物品的時間(稼動時間)所占的比率。是以機器設備的稼動時間除以最大負荷時間而得。而稼動時間是指負荷時間減掉換模、換刀具、故障、調整等的時間。因此要提高稼動率,就必須要減少換模具、換刀具、故障、調整的損失時間。如果能將這些損失時間減為零,那么稼動率就可以達到百分之百。
")
公式
由以上的定義,即可算出最常用的稼動率定義-設備稼動率(也稱為時間稼動率),其公式為:時間稼動率=稼動時間/負荷時間
目的:減少停機時間,通過資源整合,管理優化,進行資源充分利用,降低成本,提高效率。 性能稼動率/實質稼動率/速度稼動率,時間稼動率并無法完全表現設備對生產的貢獻程度;例如,相同的設備,相等的稼動時間,可能因效率的不同,而有不同的產能,此類效率降低的損失則稱為性能損失。

在此定義速度稼動率如下:速度稼動率= 基準周期時間/ 實際周期時間。
基準周期時間:設備原設計產出單位產量所需的時間。
實際周期時間:目前設備實際產出單位產量所需的時間。
定義實質稼動率與性能稼動率如下:
實質稼動率=生產量×實際周期時間/稼動時間
性能稼動率=速度稼動率×實質稼動率
性能稼動時間:性能稼動時間=稼動時間×性能稼動率=稼動時間-性能損失時間
其中性能損失包括速度低落的損失與短暫停機的損失。由以上定義可知,若性能稼動率變小,則可判定生產相關設備的效率降低。價值稼動時間與設備綜合效率、性能稼動時間表示。

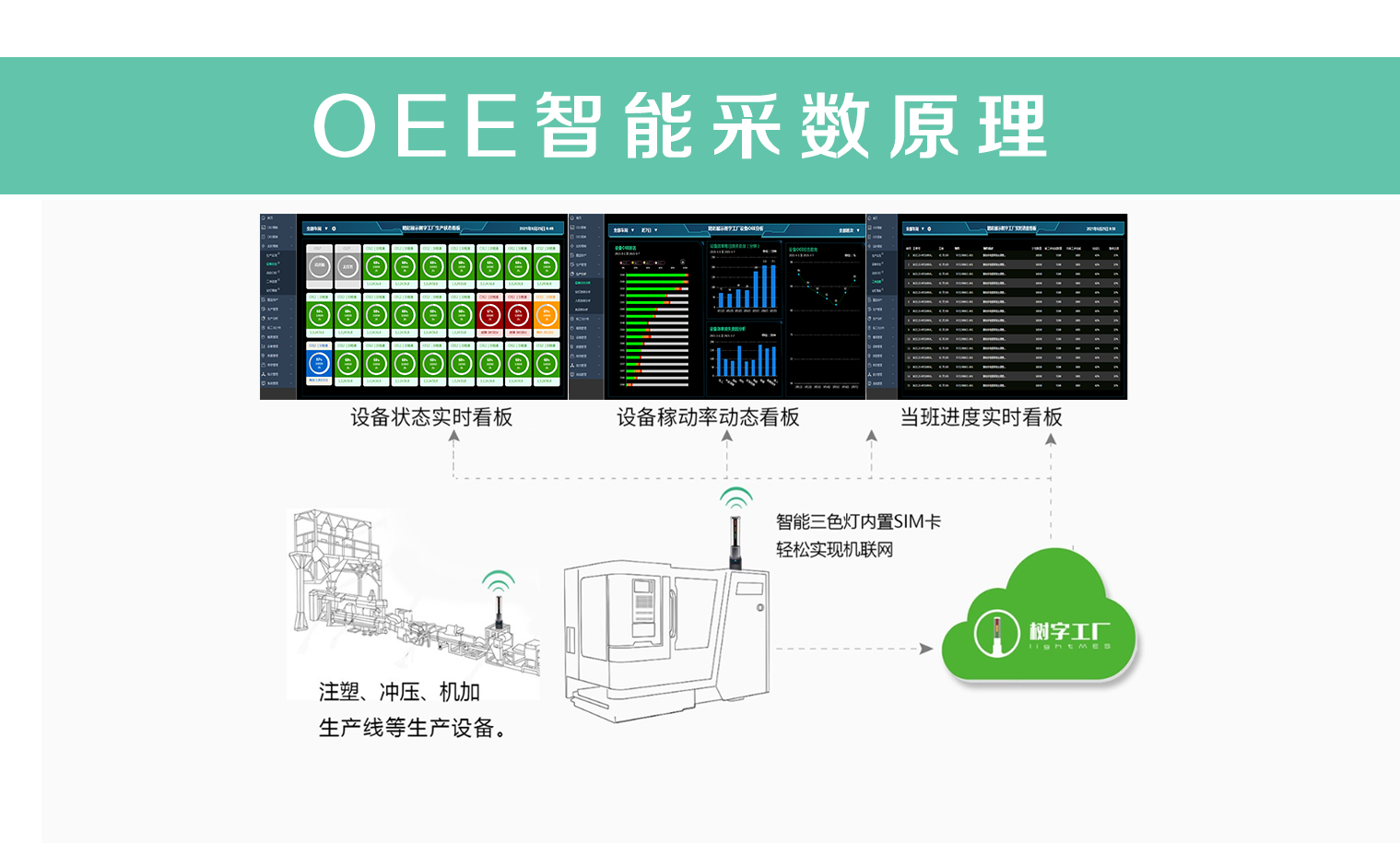
樹字工廠通過智能三色燈,采集設備綠燈、黃燈、紅燈的時長、或采集設備循環的次數,實現設備OEE精準統計。用戶可實現OEE看板、OEE排名、OEE曲線分析。
所有OEE數據被精準統計后,自動上傳并存儲在云端服務器,支持隨時查閱并可以導出報表。
輸入您的電話號碼,點擊通話,稍后您將接到我們的電話,該通話對您 完全免費 ,請放心接聽!
版權所有 ? COPYRIGHT ? 2020 樹字標品MES 備案號:粵ICP備18113181號